Данная линия термокаширования предназначена для одно- и двухстороннего каширования плит ДВП, ДСП и МДФ облицовочными пленками и декоративной бумагой в непрерывном цикле с использованием модифицированного дисперсионного клея.
Клей наносится на заготовки с помощью вальцового станка для нанесения покрытий. Пленка отрезается автоматически при прохождении плиты. Потери пленки сводятся к минимуму благодаря автоматическому регулированию привода кашировальных вальцов в зависимости от подачи заготовок. Высокая эффективность достигается и при малых партиях за счет централизованного управления настройками установки. Устройство для фильтрации клея LFA/D обеспечивает оптимальное качество поверхности, улучшает приклеивание по кромке и экономит клей.
Технические данные линии EFA 1300-H Рабочая ширина: 1300 мм Размеры плиты:(МДФ, ДВП и ДСП) Ширина: 250 - 1270 мм Длина: 350 - 3000 мм Толщина: (3) 8 - 40 мм Допуск по толщине: +/- 0,2 мм Размеры пленки: Ширина: макс. 1300 мм Боковая выступающая часть: 30 мм Диаметр рулона: макс. 500 мм Диаметр бобины: 76 и соотв. 152 мм Скорость подачи: 10 – 40 м/мин Рабочая высота над полом: 920 мм Сторона обслуживания: справа, по желанию слева Прохождение плиты: по центру
Данные по используемым материалам: 1.Клей дисперсионный на основе ПВА (модифицированный), имеющий вязкость 18.000 мПа/сек при 18°C. 2.Пленки с финиш-эффектом на бумажной основе, со смоляной пропиткой от 30 г/м² бумажные пленки обратного натяжения, от 60 г/м² Пленки ПВХ, толщина 0,08 - 0,3 мм Степени твердости: мягкая и полутвердая Пленка Alkorcell с поверхностным защитным покрытием для приклеивания с помощью клея ПВА Пленка CPL (с прозрачным покрытием), каширование возможно при толщине до 0,12 - 0,2 mm. Здесь не может использоваться автоматическая система стыковки пленки 3. Основа: ДСП согл. DIN 68761, допуск по толщине +/- 0,2 мм Поверхность шлифованная, очищенная от любого рода загрязнений MDF согл. EN 120, допуск по толщине +/- 0,2 мм Соотношение длины и ширины плит больше 1 Влажность древесины: ≈ 6 - 8 % Температура плит:мин. температура при загрузке в установку 15 - 20 °C Использование других клеев, пленок или основ должно согласовываться с заводом-изготовителем установки.
Конструктивное исполнение линии
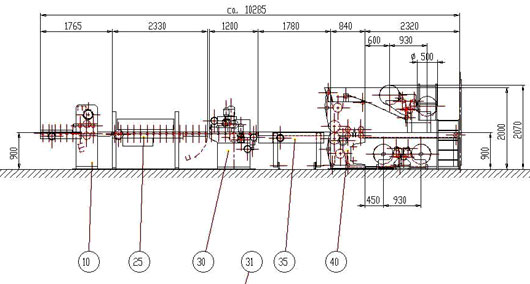
1 щеточный станок DBM, с загрузочным участком длиной ≈ 850 м 1 дисковый транспортер с зоной IR 2 x 2 ряда = 96 Квт установленная мощность 1 клеенаносящий станок DAK с измерением уровня и подачи клея 1 устройство для охлаждения дозировочног1. 1 приводной участок транспортера TKE, вкл. 2 натяжные цепи с опорными бобинами 1 позиция каширования EKMH, Кашировальные вальцы Ø 300 мм, хромированные, с термомасляным нагревом, вкл.: по 2 устройства для размотки пленки вверху и внизу, система стыкования пленки по 1 компенсирующему валику вверху и внизу, 1 делительное устройство STR 2 пары прессующих валов по 1 обогреваемому валику для пленки вверху/внизу, с темперирующим устройством 1 ленточный транспортер с переходом 1 выравнивающий каландр для окончательного прессования D 300 (с силиконовым покрытием)с термомасляным нагревом, отд. привод подачи 1 термомасляный нагреватель 1 электрошкаф с отдельным пультом управления, SPS Siemens S7 вкл. подачу сигналов на оси по высоте и по ширине автом. адаптация ширины нагрева к рабочей ширине стабилизатор напряжения, разъем для модема.
ОПИСАНИЕ:
10.Щеточный станок
25.Дисковый транспортер
с зоной
нагрева
30.Станок для нанесения
клея
31.Охлаждающий агрегат
35.Транспортер
40.Установка
каширования с размоточным устройством
80.Электрошкаф
Щеточный станок DBM
Предназначен для удаления пыли с обеих сторон заготовки.
Цепочные щетки, идущие в поперечном направлении, обшиты
перлоном.
Каждая щетка выполнена с отдельным приводом.
Имеется 1 боковой отсасывающий штуцер для подсоединения к системе аспирации заказчика
и пара прорезиненных подающих и вытяжных вальцов с отдельным приводом подачи.
Установка по высоте производится с помощью электропривода, имеется механический цифровой индикатор.
Приводной загрузочный роликовый стол около 850 мм длиной, с регулируемой шириной хода заготовки с механическим цифровым индикатором.
Дисковый транспортер с зоной нагрева и выпаривания
Транспортер с дисковыми ножами, с отдельным приводом,с направляющими планками по обеим
сторонам
Установка по ширине с помощью электропривода, имеется механический цифровой
индикатор.
Зона нагрева и выпаривания, по 2 ряда излучателей вверху и
внизу.
Мощность, идущая на нагрев, на каждую сторону 2 x 24 КВт= 48 КВт.
Общая установленная мощность, идущая на нагрев = 96
КВт.
Ширина нагрева около 600, 900, 1300 мм, задается предварительно автоматически.
Включение в зависимости от подачи заготовки.
Возможен предварительный выбор рядов
излучателей. Зона нагрева открывается для осмотра верхних излучателей,
Датчики регистрируют температуру плит раздельно на нижней и на верхней стороне.
Мощность, идущая на нагрев, регулируется в соответствии с заданной температурой поверхности плиты.
Клеенаносящий станок DAK
Для одно- и двухстороннего нанесения клея
2 прорезиненных наносящих вальца, гладкие,
диаметр 1240 мм, твёрдость по Шору ≈ 50 ед-ц
2 дозировочных вальца, эбонитовые, с охлаждением,
диаметр 190 мм, ширина вальцов 1416
мм
Привод клеенаносящих вальцов непосредственно через шарнирные муфты.
Точная настройка посредством редуктора хода шпинделя, с механическим цифровым индикатором.
Автоматическое считывание уровня и автоматическая подача клея для верхнего и нижнего просвета вальцов с помощью пневматического насоса с двойной мембраной и запорных клапанов.
Транспортер TKE
Для подачи плит с нанесенным слоем клея.
Точки опоры в кромочной области плит. 1 опора по центру для тонких заготовок.
Подача осуществляется с помощью 2 –х цепей с опорными конусами, вмонтированными в боковые направляющие планки.
Регулировка боковых направляющих по ширине производится с помощью электропривода, имеется механический цифровой индикатор. Участок транспортера, ведущий к стороне привода, выдвижной, что обеспечивает быстрый доступ к клеенаносящему станку для его очистки и к кашировальному каландру для закладки пленок.
Установка каширования EKMH
2 кашировальных вальца, хромированные,
диаметр ≈ 300 мм ,с двойными стенками, с нагревом
термомаслом
Ширина вальца 1400 мм
Макс. температура масла при подаче вперед 180 ºС.
Установка по высоте с помощью электропривода, имеется механический цифровой индикатор,
автономный привод подачи.
Устройство для отрезания пленки STR
Нож с пневмоприводом, на маятниковой опоре. Производительность резания до 50 резов/мин.
По 1 прорезиненной паре вальцов до и после ножа для надежной транспортировки заготовок и для пневматического зажима пленки при запуске и при останове.
Автоматическое определение места разреза, точное бесконтактное измерение линии реза для выполнения разреза.
Размоточный узел Вверху и внизу по 2 размоточных устройства со стыкующим приспособлением.
Верхние размоточные устройства расположены над ленточным транспортером.
Нижние размоточные устройства для закладки рулонов пленки выдвигаются сбоку.
Вакуумные планки и направляющие ролики со шкалами облегчают центрирование пленки.
Выверка положения рулона пленки производится с помощью перекрестных регулировок предохранительных откидных опор с пневматическим дисковым тормозом.
4 намоточных вала в симметричном исполнении
с натяжными бобинами под 3-х и 6-ти-дюймовые картонные шпули.
Механизм ожидания: для снижения потерь пленки кашировальные вальцы останавливаются, если не подается плита.
Контроль пленки на разрыв вверху и внизу.
1 устройство предварительного нагрева пленки, по 1 обогреваемому валику вверху/внизу,с циркуляцией воды, с темперирующим прибором, обеспечивающим нагрев до 140 °C.
Участок ленточного транспортера TRB около. 2,5 м длиной, для приема пленки с размоточных устройств.
Автономный привод подачи.
Нагреватель термомасла
Компактный прибор для нагрева кашировального каландра,
с электрическим нагревом, с пультом управления, с таймером, с сигнализацией неисправностей, с батареей распределительного устройства и гибким кабелем, подведенным к вальцам. Каждая подающая и отводящая линия может отсекаться отдельно.
Мощность, идущая на нагрев 36 (48 )КВт
Диапазон регулирования температуры до 200 °C
Центральный электрошкаф С отдельной панелью управления непосредственно на позиции каширования.
Централизованная настройка осей по высоте и ширине путем ввода размеров плит на панели управления.
Централизованное задание скорости.
Подсказки оператору и система диагностики путем вывода на дисплей открытого текста на немецком языке.
Система управления SPS Siemens S7.
Управление процессом резания пленки через программу CPU.
Оптический и акустический предупредительный сигнал для запуска цикла в автоматическом
режиме.
Модем в электрошкафу, телефон подключается заказчиком.
Электрошкаф оснащен теплообменниками. Соединительные кабели от электрошкафа к клеммным коробкам станка входят в комплект поставки (со стороны шкафа через разъем). Расстояние от шкафа до установки каширования около 2 м при установке на стороне привода, прокладка кабеля производится в лотках заказчика.
Предусмотрены свободные от потенциала блокировочные контакты и начальная установка заданного значения 0 –10 В для узлов установки, расположенных до и после позиции каширования.
Цепь АВАРИЙНОГО ОСТАНОВА.
Электрооборудование, устройства безопасности:
Основополагающие требования по технике безопасности и охране здоровья соответствуют предписаниям на оборудование ЕС, а также
немецким правилам по технике безопасности в области деревообработки.
Электрооборудование выполнено согласно DIN/VDE (EN 60204), документация на электрооборудование согласно требованиям VDE (Союз немецких электротехников).
Рабочее напряжение: 400 В, 50 Гц, нулевой провод может быть под
нагрузкой.
Управляющее напряжение 230 В, 50 Гц.
Электроника 24 В DC
Потребность в энергии, ориентировочные значения для рабочей ширины 1300 мм
a) Электроэнергия
установленная мощность
приводы ≈ 10 кВт
темперирующий прибор для валиков для нагрева пленки ≈ 18
кВт
зона предварительного нагрева, по обе стороны
2 ряда излучателей ≈ 96 кВт
термомасляный нагреватель ≈ 36 (48) кВт
b) Сжатый воздух
6 бар сухой, обеспечивается заказчиком.
Расход воздуха на устройстве для разрезания пленки(при 50 резах/мин) ≈ 900
л
Резьба на подводе воздуха мин. G 3/4"
Расход сжатого воздуха на устройстве фильтрации клея ≈ 300 л/мин
c) Производительность заводской системы
аспирации
при скорости воздуха 28-30 м/сек. и ≈140 мм ртутного столба на
штуцере
Щеточный станок
производительность всасывания ≈ 3500 м³/час
Диаметр 200 мм