Станок предназначен для одностороннего шлифования облицованных, не облицованных и полированных поверхностей, а также их калибровки.
Технические характеристики базовой модели.
рабочая ширина 1100 мм
ширина шлифовальной ленты 1120 мм
POWER CONTROL c РС 85
длина шлифовальной ленты 1900 мм
диаметр эксгаустерного патрубка 1х180 мм
минимальная производительность аспирационной системы (основной агрегат) 1830 м3/час
рекомендуемая производительность аспирационной системы (основной агрегат) 2500 м3/час (рекомендация СЦПС)
минимальная производительность аспирационной системы (для LACK-SET) 2200 м3/час
рекомендуемая производительность аспирационной системы (для LACK-SET) 2500 м3/час (рекомендация СЦПС)
рекомендуемая общая производительность асп. системы для станков с LACK-SET 5000 м3/час
мощность двигателя шлифовального агрегата 15 кВт
суммарная мощность станка 17 кВт
источник электропитания 3-х фазный, 380 Вольт, 50 Гц
скорость подачи безступенчатая частотно-регулируемая 2,5… 13 м/мин
панель управления с электронным программатором с памятью на 50 типоразмеров
фиксированная высота рабочего стола
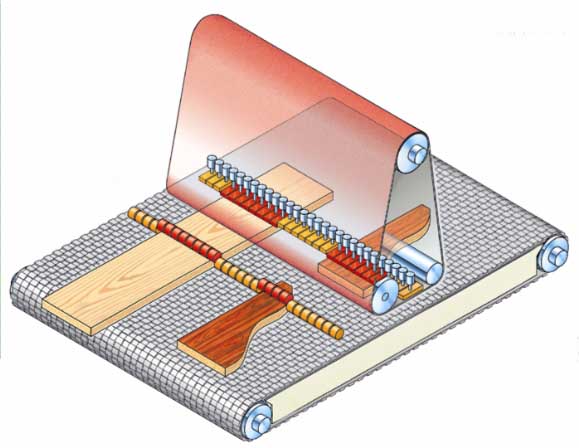
Шлифовальный агрегат Butfering Sandy
Представленный вариант шлифовального устройства Sanding Head модель "С" отличается оптимальным давлением шлифовальной ленты, которое поддерживается постоянным в пределах всей поверхности шлифуемой заготовки, что гарантирует высококачественный результат. Для достижения столь высоких результатов шлифования используются специальные приемы. Так например, шлифовальная машина должна иметь информацию о размере и состоянии заготовки и ее точном расположении внутри машины в течении всей процедуры шлифования. Эта информация считывается с заготовок на входе машины и передается прижимной балке, снабженной электронным управлением, а также вводится в систему электронного управления процессом. На основании полученной информации, электроника машины осуществляет управление каждым сегментом прижимной балки для достижения оптимального нажатия с учетом скорости подачи заготовок и временных параметров, заданных компьютерной программой обработки. Давление шлифовальной ленты всегда обеспечивает наилучшие результаты. Элетронной системой отслеживаются и такие параметры как разность толщины заготовки или различие в толщине отдельных заготовок. Различные типы древесины и облицованных материалов требуют различнного давления шлифовальной ленты. Все эти параметры, для каждого из вариантов процессов, могут быть сохранены в программе обработки для последующего применения.